

アルミニウムに選択した溶接方法は、接合強度、寸法精度、耐用年数に直接影響します。最も広く使用されている 3 つのプロセスのうち、摩擦撹拌溶接 (FSW) , MIG (金属不活性ガス)と TIG (タングステン不活性ガス)には、それぞれ明確な利点があります。
FSW は 、高い機械的強度と最小限の歪みを実現するソリッドステート プロセスです。
MIG は 高い生産性と簡単な自動化を提供します。
TIG は 、薄いアルミニウム上で比類のない精度と視覚的品質を提供します。
目標が 構造的完全性、耐疲労性、低歪みである場合、多くの場合、 , FSW は アルミニウム アセンブリにとって優れた選択肢です。

摩擦撹拌溶接はであり 固相接合プロセス、溶融は発生しません。ショルダーとピンで構成される回転ツールを 2 枚のアルミニウム プレート間の接合ラインに差し込みます。摩擦熱により材料が軟化(可塑化)され、撹拌作用により圧力下で材料が鍛造されます。工具が継ぎ目を横切ると、可塑化された金属がその後ろで固まり、 きめの細かい、欠陥のないナゲットゾーンが形成されます。.
金属は融点以下に保たれるため、FSW は多孔性、凝固亀裂、偏析などの融解関連の欠陥を回避します。このプロセスにより 狭い熱影響部 (HAZ)が生成され 、優れた機械的特性が維持されます。
エンジニアリング上の注意: FSW は、小さな等軸結晶粒を含む動的に再結晶化した微細構造を生成し、優れた強度と疲労性能を提供します。
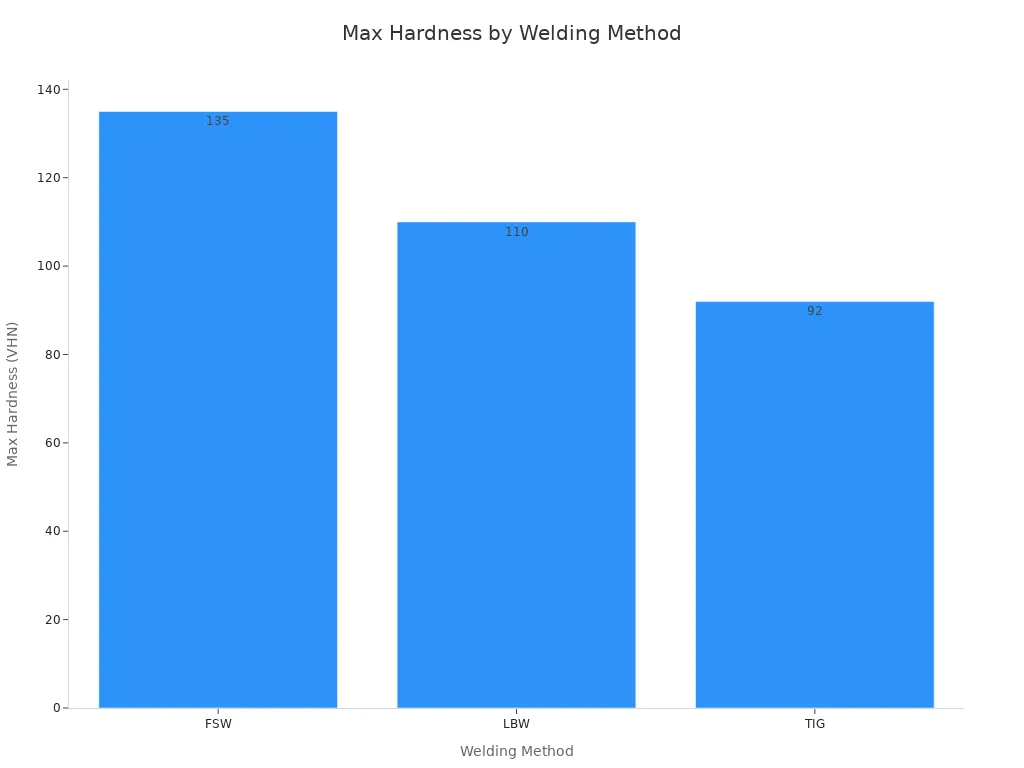
溶接方法 |
熱影響地域 |
最大硬度 (VHN) |
|---|---|---|
FSW |
狭い |
135 |
ティグ |
より広い |
92 |
TIG (GTAW)は です。 融合プロセス 、非消耗品のタングステン電極と不活性シールド ガス (通常はアルゴン) を使用する電気アークは 6,000 °C以上の温度を発生させ, 、母材金属とフィラー ロッドを溶かします。溶融池が凝固すると、 再結晶化して 鋳造微細構造になります。
この「溶解と再結晶」メカニズムにより、溶け込みとビードの形状を正確に制御し、滑らかで美しい溶接を実現します。ただし、アルミニウムの溶融溶接では、HAZ が拡大し、 過時効または粗大化が発生する可能性があり、溶接後の強度が低下します。 熱処理可能な合金 (6xxx など) で
エンジニアリング上の注意: TIG 溶接は、外観と制御が速度を上回る、航空宇宙用外板、カスタム パネル、自転車フレームなどの薄いアルミニウムまたは装飾的なアルミニウムの用途に優れています。
MIG (GMAW) 溶接では、 連続消耗ワイヤ電極を供給します。 シールドガスが溶接池を保護しながら、トーチを通して高速かつ半自動化されており、大規模な製造にも簡単に適応できます。
ただし、アルミニウムの 高い熱伝導率 と 酸化層 (約 2,050 °C で溶融) により、洗浄と入熱が制御されていない場合、浸透性の低下、多孔性、高温亀裂などの課題が生じます。 MIG は生産性に優れていますが、アルミニウムの品質には厳格なプロセス規律が必要です。
| アスペクト | FSW(摩擦撹拌溶接) | MIG(金属不活性ガス) | TIG(タングステン不活性ガス) |
|---|---|---|---|
| プロセスの種類 | 固体(溶融しない) | フュージョン(溶ける) | 融合(溶解・再結晶) |
| 典型的な HAZ 幅 | 非常に狭い | 適度 | 広い |
| 引張強さ(6061-T6) | ベースの 70 ~ 90% (約 340 MPa) | 180~240MPa | 200~230MPa |
| 微細構造 | 微細、動的再結晶化 | 鋳造 + HAZ 軟化 | キャスト + 過老化 HAZ |
| 表面仕上げ | きれいで欠陥が最小限に抑えられている | 中程度のスパッタ | 素晴らしい、滑らかな |
| スピード/生産性 | 非常に高速 (自動化に最適) | 速い | 遅い |
| 消耗品 | なし (充填剤/ガスなし) | ワイヤー+ガス | タングステン + ガス + フィラーロッド |
| 環境への影響 | 非常に低い | 適度 | 適度 |
| スキル要件 | 中(セットアップスキル) | 低い | 高い |
| 一般的な使用方法 | EVバッテリートレイ、航空宇宙用パネル、海洋部品 | フレーム、シャーシ、構造物 | 薄いパネル、芸術的な溶接 |
FSW はアルミニウムを接合する優れた方法です。強くてきれいな溶接ができます。金属を溶かすことはありません。回転ツールでアルミニウムを混合します。これにより、亀裂や小さな穴などの問題を防ぐことができます。ダイカストを含むさまざまな種類のアルミニウムを接合できます。弱い部分や熱いひび割れを心配する必要はありません。
志恵溶接社 摩擦撹拌接合機は FSWをさらに優れたものにします。 1xxx から 7xxx シリーズまでのすべてのアルミニウム合金を溶接できます。この機械は、最大 20 mm までの厚い部品と薄い部品に対応します。溶接部から漏れがないため、車やボートに適しています。溶接部は強力なままで、疲労したり破損したりしません。接合後に溶接部分を曲げたり、形を整えたりすることができます。ひび割れることはありません。
ヒント: FSW はバッテリー トレイ、冷却プレート、大きなアルミニウム パネルに適しています。バスバー、電子機器、造船などに使用できます。
FSW がアルミニウムの最適な選択肢である理由は次のとおりです。
多くのアルミニウムグレードを亀裂や小さな穴なしに接合します。
優れた熱と電気の流れを与えます。
すべてのアルミニウム合金およびダイカストアルミニウムに使用できます。
溶接部分を割れることなく曲げることができます。
強力な溶接が長期間持続します。
厚いアルミニウム片と薄いアルミニウム片に適しています。
MIG 溶接はすぐに習得できます。金属を接合するにはワイヤーとシールドガスを使用します。多くの仕事では、自動車、建物、工場に MIG が使用されています。厚いアルミニウム部品や薄いアルミニウム部品を溶接できます。
しかし、MIG はアルミニウムに関していくつかの問題を抱えています。アルミニウムは熱を素早く逃がします。これにより、溶接部を高温に保つことが困難になります。表面をよく掃除する必要があります。そうしないと、溶接が弱くなる可能性があります。プロセスを制御しないと、小さな穴や亀裂が発生する可能性があります。
チャレンジ |
説明 |
|---|---|
気孔率 |
溶接部に小さな穴が形成され、溶接部が弱くなる可能性があります。 |
ひび割れ |
熱が高すぎるとアルミニウムに亀裂が生じる可能性があります。 |
酸化 |
アルミニウム上に薄い層が形成され、高温で溶けます。 |
熱伝導率 |
アルミニウムは熱を素早く逃がすため、溶接が困難になります。 |
MIG は多くのアルミニウム ジョブに使用できます。しかし、これらの問題には注意する必要があります。スピードと柔軟性が必要な場合は、MIG が最適です。車のフレーム、トレーラー、建物などに見られます。
TIG 溶接により、アルミニウムの制御が可能になります。タングステン電極を使用し、フィラー金属を追加できます。 TIG はきれいできれいな溶接を行います。薄いアルミ部品を丁寧に溶接できます。
飛行機、自動車、工場などでTIGを利用している人は多いでしょう。アルミニウムだけでなく、さまざまな金属を溶接できます。 TIG は、細かい溶接や派手な溶接に最適です。
TIG溶接ではアルミニウムにはいくつかの問題があります。表面を非常にきれいに保つ必要があります。酸化皮膜はトラブルの原因となります。 TIG は MIG や FSW よりも低速です。熱をコントロールしないと小さな穴や亀裂が発生する可能性があります。
注: TIG は、自転車のフレームやカスタム車のパネルなど、小さくて慎重なアルミニウム部品に最適です。
利点 |
産業用途 |
|
|---|---|---|
FSW |
異なる材料を接合し、高品質の溶接を実現 |
航空宇宙、自動車 |
ミグ |
速く、柔軟で、良好な溶接が可能 |
自動車、建設、製造 |
ティグ |
精密で、多くの金属や合金を溶接できます |
航空宇宙、自動車、製造 |
アルミニウムのさまざまな溶接方法のコストを見るときは、機械の価格だけではなく、それ以上のことも考慮する必要があります。メンテナンス、資材、各作業に費やす時間も考慮する必要があります。この比較は、FSW、MIG、TIG の違いを理解するのに役立ちます。
| パラメータ | FSW | MIG | TIG |
|---|---|---|---|
| 設備投資 | 高(機械、治具) | 低い | 中くらい |
| 運用コスト | 低 (充填剤/ガスなし) | 高 (電線/ガス/メンテナンス) | 中~高 (電極、電力) |
| サイクルタイム | ショート(自動) | ショート~ミディアム | 長さ |
| 手戻り率 | 最小限 | 適度 | 低い |
| 長期的なROI | 大音量に最適 | 一般的なファブに適しています | まあまあ(精密ニッチ) |
摩擦撹拌溶接 (FSW) マシンは、多くの場合、初期費用が高くなります。高度な技術と強力な設備の代金を支払います。ただし、時間の経過とともにお金を節約できます。このツールは長持ちし、交換が必要になる前に多くの部品を溶接できます。フィラー ワイヤーやシールド ガスが必要ないため、追加コストを回避できます。 FSW は金属を溶かさないため、使用するエネルギーも少なくなります。大規模なプロジェクトに取り組んでいる場合、または多くのアルミニウム部品を溶接する必要がある場合、FSW は賢明な投資となります。
ヒント: FSW は、無駄を削減し、修理を削減することにより、長期的なコストを削減するのに役立ちます。
溶接技術 |
メンテナンス費用の説明 |
|---|---|
ツールは耐久性があり、かなりの長さの溶接ができるため、頻繁に交換する必要性が軽減されます。 |
|
ミグ溶接 |
充填材やシールドガスが必要となり、経常経費が発生します。 |
TIG溶接 |
摩耗して交換が必要になるタングステン電極のコストと、高いエネルギー消費が伴います。 |
MIG はマシンのコストが FSW よりも安いため人気があります。すぐに溶接を始めることができます。ただし、作業ごとにフィラーワイヤーとシールドガスを購入する必要があります。これらの供給は時間の経過とともに増加します。機器を頻繁に掃除する必要もあります。溶接の回数が多い場合、経常コストが高くなる可能性があります。この比較では、MIG の方が導入価格は安くなりますが、継続的な費用は高くなります。
TIG溶接機は価格的にはその中間に位置します。高品質の機械と特別なタングステン電極の代金を支払います。これらの電極は磨耗するため、交換する必要があります。 TIG はより多くの電力を使用するため、光熱費が高くなる可能性があります。一部の作業ではフィラーロッドも購入する必要があります。この比較では、特に溶接を頻繁に行う場合や大規模なプロジェクトに取り組む場合、TIG は MIG よりもランニングコストが高くなります。
注: 比較するときは、開始価格と長期コストの両方を常に考慮してください。
例: 6 mm アルミニウム上の 1 m FSW ジョイントの場合、サイクル時間は通常、再加工率 1% 未満で 30 ~ 40 秒ですが、MIG では 90 ~ 120 秒、TIG では約 180 秒です。

選択するとき アルミニウムの摩擦撹拌溶接 により、強力で信頼性の高い接合が得られます。このプロセスでは金属は溶解しません。代わりに、エッジをかき混ぜます。これにより、溶接部の強度は元のアルミニウムとほぼ同じになります。引張強さの違いは以下の表で確認できます。
溶接方法 |
引張強さ(MPa) |
|---|---|
FSW |
340 |
ミグ |
232 |
卑金属 |
400 |
FSW ジョイントは耐疲労性にも優れています。これらの溶接は、部品が動いたり振動したりしても長期間持続すると信頼できます。 FSW 疲労パフォーマンスに関する重要なポイントをいくつか示します。
FSW 接合は、従来の融接よりも優れた耐疲労性を示します。
特別なテストにより、FSW ジョイントが現実世界の構造物に十分に耐えられることが証明されています。
繰り返しの応力に関しては、FSW 溶接は MIG 溶接や TIG 溶接よりも優れた性能を発揮することがよくあります。
ヒント: 強くて長持ちするアルミニウム部品が必要な場合は、FSW が最適です。
MIG 溶接は優れた強度を与えますが、FSW ほどではありません。このプロセスでは金属を溶かし、フィラーワイヤーを使用します。これにより、小さな弱点が生じる可能性があります。アルミニウム上の MIG 溶接の引張強度は約 232 MPa です。 MIG 溶接は FSW ほど繰り返しの曲げや振動に対応できないことに気づくかもしれません。部品が大きく動くと、時間の経過とともに MIG 溶接に亀裂が発生する可能性があります。
MIG 溶接は多くの作業に適していますが、頻繁に使用すると寿命が短くなる可能性があります。
部品に大きな応力がかかる場合は、MIG 溶接を頻繁にチェックする必要があります。
TIG溶接を使用すると、アルミニウムにきれいで正確な溶接を行うことができます。プロセスを制御するにはタングステン電極を使用します。 TIG溶接はきれいで滑らかに見えます。強度があり、薄い部品や細かい作業に適しています。ただし、TIG 溶接は FSW の耐疲労性に匹敵しません。パーツが多くの動きに対応する必要がある場合、TIG は最良の選択肢ではない可能性があります。
TIG 溶接は、小規模で慎重な作業に最適です。
仕上がりは良好ですが、過酷な使用に耐える最高の強度はありません。
あなたはそれに気づくでしょう 摩擦撹拌接合は その効率の点で際立っています。溶接プロセスでは、接合部に沿って移動する回転ツールを使用します。このツールは摩擦によって熱を発生させ、金属をかき混ぜます。フィラーワイヤーやガスのために停止する必要はありません。このプロセスは、特に長くて真っ直ぐな縫い目を素早く処理します。厚いアルミニウム部品も薄いアルミニウム部品も 1 パスで溶接できます。多くの工場では、時間を節約できるため、バッテリー トレイや大型パネルに FSW を使用しています。また、歪みも少なくなるため、溶接後の部品の修正にかかる時間も短縮されます。
ヒント: FSW は自動化された生産ラインに適しています。マシンをセットアップして、ほとんど監視なしで稼働させることができます。
MIG 溶接では迅速な結果が得られます。ワイヤを溶接池に送り込み、ワイヤとガスがある限りプロセスは続行します。厚いアルミ部品から薄いアルミ部品まで溶接できます。多くの人は、仕事を早く終わらせる必要があるときに MIG を使用します。溶接プロセスは習得が簡単なので、作業員を迅速に訓練できます。ワイヤー スプールやガソリン タンクを交換するために停止する必要がある場合がありますが、それでも大規模なプロジェクトを短時間で完了できます。 MIG は、車のフレーム、トレーラー、建物の構造に適しています。
MIG は、スピードと柔軟性が必要な場合に適しています。
頭上であっても、さまざまな位置で溶接できます。
TIG溶接はFSWやMIGに比べて時間がかかります。タングステン電極を使用し、手動で溶加材を追加することもできます。溶接プロセスでは制御が可能ですが、溶接をきれいに保つためにゆっくりと移動する必要があります。 TIG は、小規模または詳細な作業に最適です。それぞれのパーツに時間はかかりますが、仕上がりはきれいになります。カスタムや修理にTIGを利用する人も多いでしょう。薄いアルミニウムを溶接したり、芸術的な継ぎ目を作成する必要がある場合は、TIG が良い選択肢です。
溶接方法 |
スピード |
ベストユースケース |
|---|---|---|
FSW |
非常に速い |
長い縫い目、自動化 |
ミグ |
速い |
大規模プロジェクト、柔軟性 |
ティグ |
遅い |
精密・小物部品 |
摩擦撹拌溶接は 多くの産業で使用されています。これらの業界では、強くて軽いアルミニウム部品が必要です。自動車では、FSW はバッテリー トレイと冷却プレートを結合します。シャーシパーツの接続も行います。これにより、車が軽くなり、エネルギーが節約されます。電子機器ではバスバーとエンクロージャに FSW が使用されます。これらの溶接はきれいで信頼性があります。 FSW は航空宇宙、海洋、防衛にも使用されています。これらの分野では、安全のために強力なアルミニウム溶接が必要です。性能のためには良好な溶接性も必要です。
Zhihui Welding の摩擦撹拌溶接機は、あらゆるサイズに対応します。薄いパネルや厚い部品を溶接できます。この機械は小さな仕事から大きな仕事まで対応します。単一部品または大規模なバッチに使用できます。以下の表は、FSW が使用される場所と、FSW が役立つ理由を示しています。
| 業界で | 推奨される方法 | 理由 |
|---|---|---|
| 航空宇宙 | FSW / TIG | 強度と精度 |
| 自動車 | FSW / MIG | 高速・軽量構造 |
| 海洋 | FSW | 耐食性、漏れ防止溶接部 |
| 工事 | ミグ | 多用途かつ高速 |
| 防衛 | FSW | 構造の完全性と疲労性能 |
MIG 溶接は家庭や作業場でのプロジェクトに人気があります。 MIG を使用して、アルミフレームと自転車パーツを結合できます。工具の固定にも使えます。 MIG は習得が簡単で、多くのパーツ サイズに適合します。薄いアルミニウムでも厚いアルミニウムでもすぐに結果が得られます。
FSW には家庭用の特別な機器が必要です。ほとんどの DIY ユーザーは、アルミニウム プロジェクトに MIG または TIG を選択します。 MIGは早いですね。 TIG を使用すると、小さくて細かい作業をより細かく制御できます。作業を始める前に、アルミニウム部品が溶接可能かどうかを必ず確認してください。
ヒント: プロジェクトのサイズに合った溶接方法を選択してください。アルミニウムの種類と希望する仕上げを考えてください。大きな仕事の場合、FSW は強度と良好な溶接を提供します。小規模または創造的なプロジェクトの場合、TIG と MIG は柔軟性を提供します。

アルミニウムの溶接方法を選択するときは、いくつかの重要な要素を考慮する必要があります。各プロジェクトには独自のニーズがあります。方法を目的に合わせたいと考えています。主要なポイントを比較するのに役立つ表を次に示します。
要素 |
説明 |
|---|---|
材質の種類 |
一部の方法は、特定のアルミニウム合金に適しています。 TIGは薄いアルミニウムに適しています。 |
材料の厚さ |
薄い部品の場合は慎重な熱管理が必要です。ここではTIGがうまく機能します。厚い部品では、深い溶接に MIG を使用する場合があります。 |
溶接位置 |
MIG を使用すると、さまざまな位置で溶接できます。これにより、柔軟性がさらに高まります。 |
品質と美学 |
TIG はきれいできれいな溶接を行います。飛散が少なく仕上がりがきれいになります。 |
スピードと効率 |
MIG は TIG よりも高速に動作します。これは、スケジュールがタイトな場合に役立ちます。 |
溶接職人のスキルと経験 |
TIGにはさらなるスキルが必要です。溶接が初めての場合は、自動化が役に立ちます。 |
コストの考慮事項と ROI |
各方法には異なるコストがかかります。自動化された MIG または TIG は、時間の経過とともにコストを節約できます。 |
アルミニウム プロジェクトに最適な方法は、さまざまな要因によって決まります。材料の厚さ、部品の目的、アルミニウム合金の種類を考慮する必要があります。
予算と求める品質についても考える必要があります。 FSW は、強力できれいな一貫した溶接を実現します。金属を溶かさないので、気孔や歪みなどの問題を回避できます。このため、最初の費用は高くなりますが、FSW は高品質の仕事には良い選択肢となります。
fsw を使用すると、強力できれいなアルミニウム溶接を行うことができます。 al-6061 を使用する場合、これは非常に役立ちます。 Zhihui Welding の機械を使用すると、溶接が長持ちし、見た目も美しくなります。溶接方法を選択するときは、プロジェクトの規模を考慮してください。また、素材の厚さもチェックしてください。どのような仕上がりにしたいかを決めてください。
FSWは接合部をより強くし、見た目も良くします。
MIG は素早い作業や厚い部品に適しています。
TIGは薄い部品や慎重な作業に最適です。
利点 |
説明 |
|---|---|
FSW は、強靭で漏れのない溶接を実現します。 |
|
表面仕上げの向上 |
溶接部は滑らかできれいに見えます。 |
環境への影響の低減 |
FSW は、物事をより環境に優しい方法で実現するのに役立ちます。 |
アルミニウムをうまく溶接したい場合は、Zhihui Welding がスキルとツールを提供します。
| 設計要素の | 推奨プロセスに関する | 注意事項 |
|---|---|---|
| 材料の厚さ ≤ 2 mm | ティグ | ACバランス&パルス制御で焼き付きを防止 |
| 2~6 mm (ミディアムゲージ) | FSW / MIG | FSW は長い直線の縫い目用。マルチポジション用 MIG |
| ≥ 6 mm (重い部分) | FSW | ワンパス機能、低歪み |
| 長さ > 300 mm (直線縫い目) | FSW | 自動化に最適な ROI |
| 複雑な溶接または短い溶接 | ティグ/ミグ | より高い柔軟性 |
| 気密性/疲労が重要な部品 | FSW > TIG > MIG | FSW は冷却プレート、エンクロージャに推奨 |
| アルミシリーズの | 溶融溶接性 | 代表的なフィラー(MIG/TIG) | 備考 |
|---|---|---|---|
| 1xxx / 3xxx | 素晴らしい | 1100 / 4043 | 高い導電性、クリーンな酸化物 |
| 5xxx | とても良い | 5356 / 5183 | 強力で延性のある接合部 |
| 6xxx | 良い | 4043 / 5356 | HAZ 軟化のリスク。重要な部品にはFSWを推奨 |
| 2xxx / 7xxx | 貧しい | 特別なフィラーまたはなし | FSW を推奨 — 溶融は高温亀裂を生じやすい |
FSW: によって管理されます。 ISO 25239 アルミニウムおよびその合金については
フュージョン (MIG/TIG): に基づく承認 AWS D1.2 および ISO 10042 (レベル B ~ D)。
試験方法:
機械的: ASTM E8 (引張)、ASTM E466 (疲労)
NDT: 浸透剤、X線撮影、フェーズドアレイ超音波
FSW プロセス監視: リアルタイムのトルク、軸力、温度制御
よくある欠陥
溶融溶接部: 気孔率、溶融不足、高温割れ、アンダーカット
FSW: トンネル空隙、キスボンド、表面溝 (適切なツール設計とクランプによって防止されます)
FSW は ヒュームやフィラー廃棄物を発生せず、後処理も最小限に抑えられるため、の 1 つとなっています 最も持続可能なアルミニウム溶接ソリューション。ジョイントあたりのエネルギー消費量は、最大 30 ~ 40% 低くなります。 同等の溶融溶接よりも
持続可能性のハイライト: シールドガスなし → アルゴン/ヘリウムによる温室効果ガス排出ゼロ。スパッタが無い → スクラップが少ない
総所有コストを評価する場合:
TCO=CapEx+OpEx+品質損失−生産性の向上
経験的に、 ジョイント長さ > 300 mm、, 年間生産量 > 5,000 部品、または 漏れ/疲労除去率 < 1%の場合、FSW は 低い TCOを示します。 MIG または TIG よりも
FSW – ソリッドステート、高強度、低歪み、長期安定性。
MIG – 一般的な製造向けの高速性と柔軟性。
TIG – 薄いアルミニウムまたは装飾アルミニウムの精度、清潔さ、優れた仕上げ。
ほとんどの産業用アルミニウム用途、特に機械的強度、疲労寿命、漏れの完全性が重要な場合には、摩擦撹拌溶接 (FSW) が最も堅牢で持続可能なソリューションを提供します。
本質的には:
FSWは 感動し、絆を結ぶ,
MIG が溶けて満たされる,
TIG の 溶解と再結晶には.
それぞれの目的があります。デザイン、合金、生産規模に基づいて選択してください。
FSW を使用すると、より強力できれいな溶接が得られます。このプロセスでは金属を溶かさないため、亀裂や脆弱な部分が発生しません。 FSW は多くの種類のアルミニウムに適しており、信頼性の高い結果が得られます。
ほとんどのアルミニウム合金には MIG と TIG を使用できます。合金によっては、特別なフィラーロッドやセッティングが必要な場合があります。溶接を始める前に必ず合金の種類を確認してください。
はい! FSWはフィラーワイヤーやシールドガスを使用しません。有害なガスを回避し、廃棄物を削減します。これにより、FSW はアルミニウム溶接においてより環境に優しい選択肢となります。
FSW マシンを使用するには、ある程度のトレーニングが必要です。このプロセスは、適切なガイダンスがあれば簡単に学ぶことができます。 Zhihui Welding は、新規ユーザー向けのサポートとトレーニングを提供します。
Zhihui Welding は、厚さ フルプロセス 摩擦撹拌溶接システムを提供します のアルミニウム合金用の 1xxx から 7xxx シリーズを含む、 ダイカスト材料 までの 20 mm 。
当社の機器には以下が統合されています。
トルク、軸力、温度の閉ループ制御
に準拠したリアルタイム監視 ISO 25239
自動工具摩耗補正
リークテストと表面仕上げの統合
用途: EV バッテリートレイ、冷却プレート、バスバー、海洋パネル、航空宇宙構造物。
結果:強力で、きれいで、耐疲労性のある溶接が得られ、 最大40% 削減されます。 総製造コストが
FSW は、より強力で、よりクリーンで、より効率的なアルミニウム接合の次の時代をリードします。
高度なソリューションについては、 Zhihui Weldingにお任せください。 生産ラインにソリッドステート技術を導入する




























